自動車・航空関連業界
砂型鋳造の観察・解析
鋳造は、金属材料を融点より高い温度で溶かし、型に流し込み、冷やして目的の形状に固める加工方法です。ここでは、砂型鋳造の観察・解析事例を紹介します。
代表的な鋳造方法
代表的な鋳造方法として、下記が挙げられます。
- 砂型鋳造
- 型の種類:砂型
最も古い鋳造方法で、砂で作った鋳型に溶融金属を流し込みます。鋳型は一回限りの使い捨てですが、型製作費が安いため小ロット生産向けとなります。砂型鋳造でつくられた部品は、鋳型の砂粒の凹凸も転写されて表面がザラザラしています。また、精度もそれほど高くありません。 - ダイカスト
- 型の種類:金型
金型に高圧で溶融金属を注入する鋳造方法。鋳型は繰り返し使えますが、型の製作費が高額となるため大量生産向けの工法です。ダイカスト部品は表面がきれいで、高い寸法精度の鋳物を短時間でつくることができます。 - 金型鋳造
- 型の種類:金型
注入時に圧力を加えず、重力により注入します。このため、「グラヴィティ鋳造」 または「金型重力鋳造」と呼ばれています。寸法精度が高く、出来上がる鋳物の機械特性が優れているため、強度を必要とされる部品の製造に用いられます。 - ロストワックス
- 型の種類:石膏/セラミックス
型の中に溶けたロウなどを流し込み、原型をつくります。原型の周りに石膏やセラミックを入れます。炉などで石膏やセラミックを焼き固めると同時に原型のロウを溶かします。原型のロウが流れ出ることで、原型の形状が転写された空間ができ、鋳型となります。鋳型は一回限りの使い捨てですが、型製作費が安いため小ロット生産向けとなります。ロストワックスでつくられた部品は、表面がきれいで、精度も高い鋳物をつくることができます。
砂型鋳造の種類と特徴
砂型鋳造のメリット/デメリット
- メリット
- 木型の場合は初期投資が安価。
- 木型の場合は制作期間が短い。
- 形状の自由度があり、複雑で大型の製品が鋳造できる。
- 多品種・少量生産に向いている。
- 材料となる金属を選ばない(ダイカストは、アルミ合金、亜鉛合金、マグネシウム合金などの非鉄金属に限定される)。
- デメリット
- 寸法精度が低い。
- 砂型のため、鋳肌面がざらざらしている。
- 砂型を毎回破壊するため、ランニングコストが高く、大量生産に向かない。
- 冷却速度が遅いため、金型鋳造と比較して機械的性質が劣る。
砂型の種類
砂型には固め方でさまざまな種類がありますが、代表的な砂型は以下の2種類です。
- 生型(なまがた)
- ケイ砂(珪砂)に粘土(ベンナイト)を加え、水の粘結力を利用して固めた砂型です。ケイ砂は天然で産出し安価ですが、大量生産には向いていません。
- シェル鋳型(シェルモールド)
- ケイ砂に熱硬化性樹脂(フェノール樹脂)を混ぜたレジンサンドを使用します。鋳型が薄く貝殻状のため、シェルモールドと呼ばれています。
鋳型が薄いため、表面もきれいに仕上がり、自動車エンジン部品などの精密鋳造に使用されています。鋳型の破壊も簡単で大量生産に向いていますが、金属性の金型を使用するため、生型と比較し高価です。
砂の大きさ
砂の大きさによって、鋳物表面の仕上がりが大きく変化します。
砂の粒子が小さいほど鋳肌のきれいな鋳物が完成しますが、通気性が悪くなるためガス欠陥が出やすいというデメリットもあります。これに対し、砂の粒子が大きい場合は鋳肌は粗くなりますが、通気性が良くガス欠陥の少ない鋳物を作ることができるというメリットがあります。
使用用途に応じて、砂の大きさを選択する必要があります。
代表的な鋳造不良
代表的な鋳造不良として、下記が挙げられます。
- ひけ巣
-
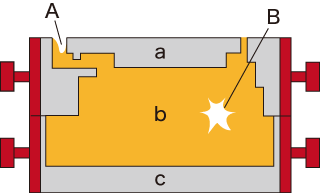
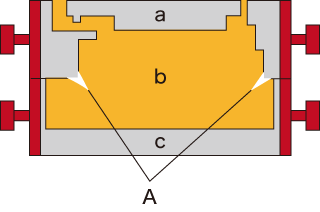
- A:外びけ
- B:ひけ巣
- a:上型
- b:中子
- c:下型
ひけ巣は鋳巣の一種です。鋳物の内部に発生する複雑な形状をした比較的大きな空洞で、液体から固体に変化する際の体積収縮により発生します。
- ブローホール
-

- A:ブローホール
- a:上型
- b:中子
- c:下型
ブローホールはひけ巣と同じく鋳巣の一種です。鋳物内に生じる丸みを帯びた空洞で、鋳型に鋳込まれる際に空気や種々のガスが溶融金属に巻き込まれることによって発生します。
- 割れ
-
- A:割れ
- a:上型
- b:中子
- c:下型
割れとは、鋳物の表面に発生する亀裂のことを言います。割れは、鋳造時の体積収縮などによって内部に残留した応力が原因で発生します。
- 湯回り不良
- 湯回り不良とは、鋳型の中を溶融金属が完全に充満できずに鋳物形状が不完全になることにより発生します。
- バリ
- バリは、鋳型のあわせ面(見切り面)に沿って発生します。型の精度不良、組み立てミス、劣化によるスキマの拡大などが原因で発生します。
- 寸法不良
- 鋳造での体積収縮や変形を見込んで鋳型は製造されます。見込み量の見誤り、型の寸法不良、組み立て不良などにより発生します。
- 鋳肌不良
- 鋳型表面の砂が一部熔解して、焼き付くことにより発生します。
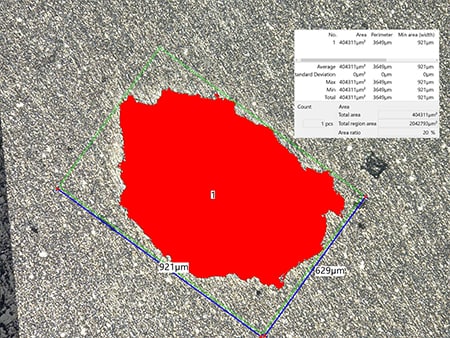
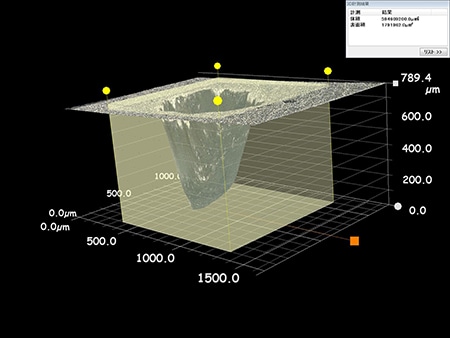
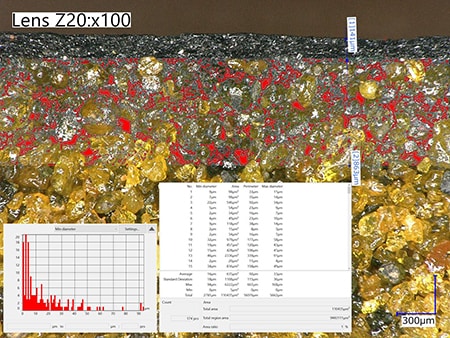
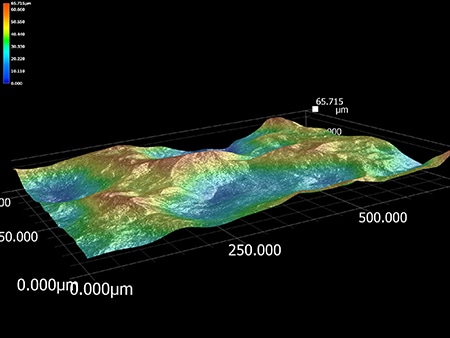
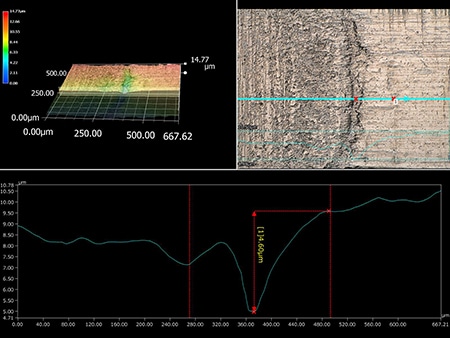
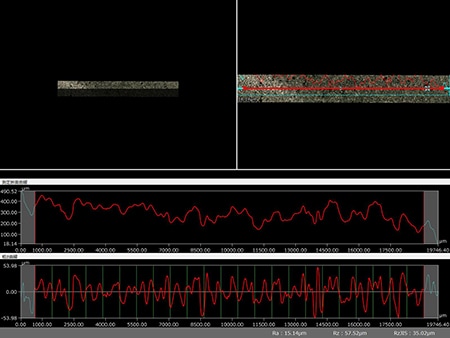
デジタルマイクロスコープによる砂型鋳造の観察・解析事例
キーエンスの4Kデジタルマイクロスコープ「VHXシリーズ」を用いた砂型鋳造の観察・解析の最新事例を紹介します。