化学・材料・素材業界
アルマイト処理のデジタルマイクロスコープでの観察・測定
アルミニウムは、空気に触れると自然に薄い酸化被膜(2nm程度)を作ります。このため、一般的に錆びにくいと考えられていますが、被膜が極めて薄いため、環境によっては化学反応で腐食してしまいます。アルマイト処理は、人工的にアルミの酸化被膜を形成する表面処理です。ここでは、アルマイト処理の概要とデジタルマイクロスコープでの観察・測定事例を紹介します。
アルマイト処理とは
アルマイト処理は、アルミニウム表面に陽極酸化被膜を形成する表面処理です。
表面処理にはメッキがありますが、メッキがアルミニウムの表面に他の金属皮膜を成長させるのに対して、アルマイト処理は、アルミ表面の上に成長被膜、下に浸透被膜を形成します。
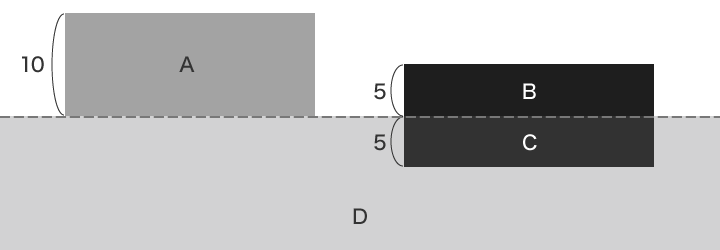
- A: メッキ層
- B: 成長被膜
- C: 浸透被膜
- D: アルミニウム素材
アルマイト被膜は、上に半分成長し、下に半分浸透します。
アルマイトの形成過程と構造
アルミに電流を流すことで表面の微小凹凸部が溶解(浸透)し、同時に酸化被膜が成長します。時間経過に比例してセルと呼ばれる立体構造が成長します。
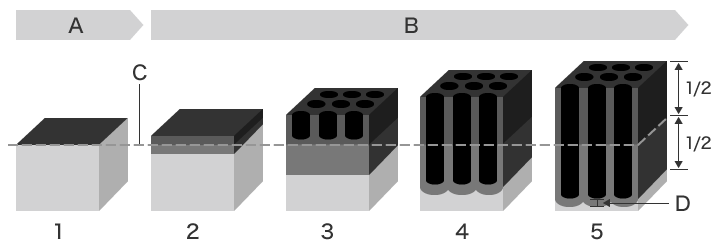
- A: 空気中
- B: 電解溶液中
- C: 元のアルミ表面
- D: バリアー層
- 空気中で2nm程度の自然酸化皮膜ができます。
- バリヤー皮膜が成長します。
- 10~20nmの厚さの孔があきます。
- 酸化と皮膜の溶解が同時に進行し、孔が伸びます。
- 電解時間に比例して皮膜が生成されます。
カラーアルマイトと硬質アルマイト
カラーアルマイトは、普通アルマイトの表面にできた微細孔に有機塗料を閉じ込めて着色したものです。剝がれにくい反面、紫外線や熱に弱いため、建材には使用されません。
硬質アルマイトは、普通アルマイトより硬く分厚い酸化皮膜を形成したものです。硬度、耐摩耗性、耐食性、絶縁性、耐熱性に優れているため、摺動部品(シャフト・ロール)、自動車エンジン部品、航空機部品などに使用されています。
| 比較項目 | 普通アルマイト | 硬質アルマイト |
|---|---|---|
| 色 | 白・カラー(着色) | グレー(着色原則不可) |
| 硬度 | 200HV前後 | 400HV以上 |
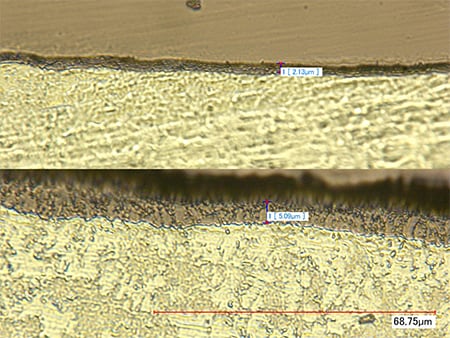
| 膜厚 | 5~25μm | 20~70μm |
| 用途 | 建材、家庭用品、装飾品 | 摺動部品(シャフト・ロール)、自動車エンジン部品、航空機部品 |
アルマイト処理のメリット・デメリット
アルマイト処理のメリットとデメリットを解説します。
- アルマイト処理のメリット
-
- 耐食性:耐食性が向上します。
- 絶縁性:酸化被膜は電気を通さないため、優れた絶縁性が得られます。
- 熱伝導率:熱伝導率が3分の1になります。
- 硬度:アルミニウムの硬度HV20からHV150に対して、HV200以上の硬度が得られます。
- 着色性:表面の微細孔を様々な色で着色できます。
- アルマイト処理のデメリット
-
- 耐熱性:100℃を超える環境では、クラックや剥がれが発生します。
- 脆弱性:柔軟性がないため、曲げ加工しますと、割れや剥がれが発生します。
デジタルマイクロスコープによるアルマイト処理の観察・測定事例
キーエンスの4Kデジタルマイクロスコープ「VHXシリーズ」を用いたアルマイト処理の観察・測定の最新事例を紹介します。
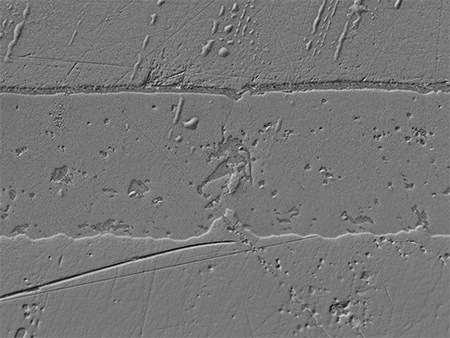
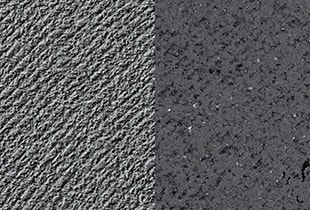
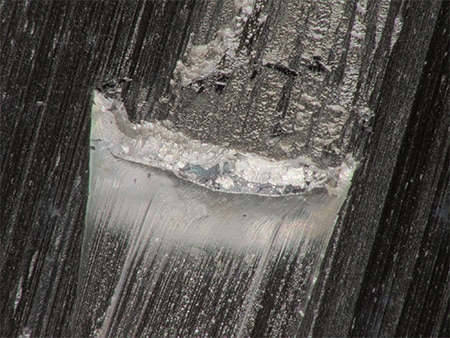
Optical Shadow Effect Modeで、表面のテクスチャーが鮮明に確認できます。
従来はSEMを使用していましたが、サンプルの準備に時間がかかっていました。
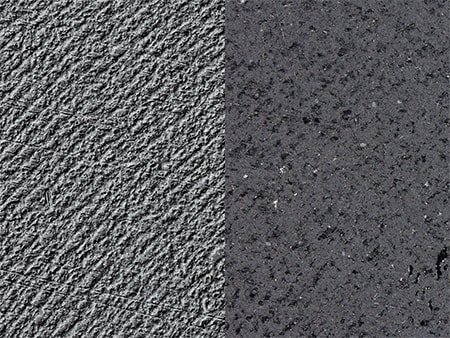
ハレーション除去機能を使用することで、
ハレーションのない観察が可能です。
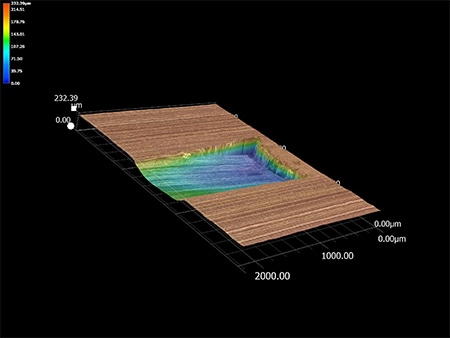
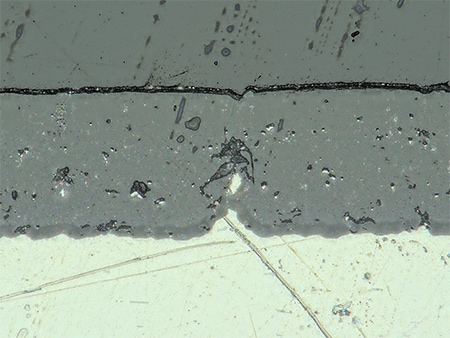
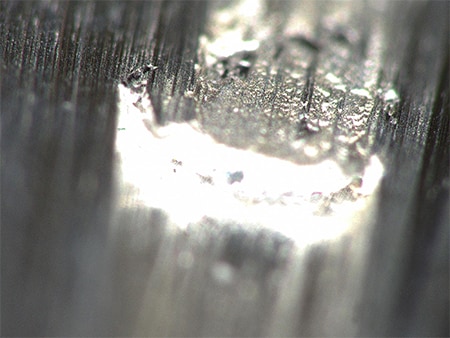
3D機能を使用することで、傷の入り方が確認でき不具合要因を特定できます。

