すくい角をすばやく正確に測定する方法
切削工具のチップと切りくずの角度である「すくい角」は、切削抵抗や切りくず排出、切削熱と大きく関係します。また、すくい角の変化は工具の加工精度をはじめ工具そのものの寿命にも影響します。そのため、多くの加工現場では、工具のすくい角の確認・管理が重要なタスクの1つとなっています。しかし、工具のすくい角は、測定が難しく、従来の測定機で正確に測定するには多くの課題ありました。
ここでは、すくい角の基礎知識から、関連する情報、すくい角の測定における課題、そして最新の解決方法までを解説します。
- すくい角とは
- エンドミルのすくい角、ポジティブ形状・ネガティブ形状とは
- 刃物角・すくい角・逃げ角と加工の関係、測定の重要性
- 従来のすくい角測定の課題
- すくい角の測定における課題解決方法
- まとめ:測定が困難だった、工具のすくい角測定を飛躍的に改善・効率化
すくい角とは
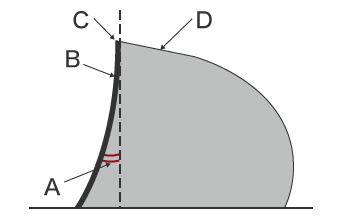
切削工具のバイトの先端に取り付けられたチップには、工作物(被削物)を削るときに切りくずを流し出す「すくい面」が設けられています。「すくい角」とは、切削されている工作物の面(基準面)と切削工具が摩擦するとき切りくずを流し出す面(すくい面)が成す角度のことです。
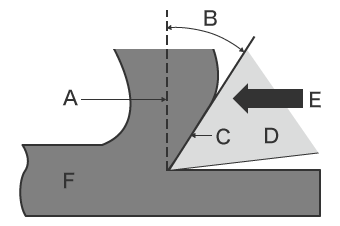
- A
- 基準面(切りくず)
- B
- すくい角
- C
- すくい面
- D
- チップ(工具)
- E
- 切削方向
- F
- 工作物
なお、刃物の先端の角度を「刃物角」といいます。また、チップ(工具)のすくい面とは反対側(図では下側)に位置する面を「逃げ面」といい、工作物との角度を「逃げ角」と呼びます。これは、工具が工作物と干渉しないために必要な角度です。
エンドミルのすくい角、ポジティブ形状・ネガティブ形状とは
フライス加工に用いられるエンドミルは、刃先形状のすくい角によって、主にポジティブ形状(ポジ形状・正)・ネガティブ形状(ネガ形状・負)と呼ばれます。
多くの場合は、刃先への切削抵抗が少ないポジティブ形状が選択されます。しかし、高硬度鋼などの加工には刃先強度が要求されるため、ネガティブ形状のすくい角のエンドミルが選択されることがあります。それぞれの代表的な形状や特徴を以下に示します。
ポジティブ形状
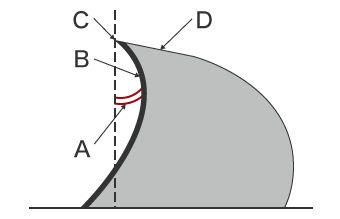
- A
- すくい角=ポジティブ
- B
- すくい面(刃裏)
- C
- 刃先
- D
- 逃げ面
- ポジティブ形状のすくい角の特徴
-
- 切れ刃形状が鋭く、切削抵抗が少ない。
- 低速での加工でも、良好な加工面粗さを得ることができる。
- 溶着やむしれがおこりやすい軟質材(銅・アルミ・ ステンレス・樹脂・生材・調質鋼など)に向いている。
ネガティブ形状
- A
- すくい角=ネガティブ
- B
- すくい面(刃裏)
- C
- 刃先
- D
- 逃げ面
- ネガティブ形状のすくい角の特徴
-
- 低速での加工では、切削抵抗が高いが、加工面粗さが低下する。
- 高速での加工では、良好な加工面粗さを得ることができる。
- チッピングが発生しやすい高硬度な材料(高硬度鋼・鋳鉄など)に向いている。
また、先端が半球状になっているボールエンドミルでは、先端の刃のねじれ角をネガティブ形状にすることによって、刃先の芯を厚くすることができます。それにより、高い剛性を得ることができます。
刃物角・すくい角・逃げ角と加工の関係、測定の重要性
切削加工では、工作物(被削物)に工具を食い込ませ、中に押し込まれる(移動する)ことによって切削を行います。狙い通りの加工を実現するには、「刃物角」のほかに、工具の進行方向には、切りくずをすくい出せるよう「すくい角」が、切削後の仕上げ面に工具が接触しないよう「逃げ角」を適切に設ける必要があります。それぞれの角度と加工の主な関係を以下にまとめます。
刃物角
被削物の硬度が高いとき、刃物角が小さすぎるとチッピングや欠損が発生しやすくなるため、刃物角を大きく取る必要があります。一方、軟鋼や加工硬化性の被削材質や溶着性が大きい被削材質を切削する場合は、切削性を増すために刃物角を小さくします。
すくい角
切りくずの厚さと流れ方向は、すくい角によって決まります。
すくい角が大きくなるほど、切りくずの「せん断角」が小さくなり、切りくずの厚みも薄くなります。すると、切削力が小さく、切削温度が低くなるため、工具摩耗が低減するという効果を得ることができます。しかし、すくい角を大きくしすぎると刃先強度が低下し、高硬度材料などの加工時に刃先が欠けやすくなるという問題が生じます。
重切削において、これ以上すくい角を大きく取れない場合は、先にエンドミルを例に解説したネガティブ形状(負)のすくい角を持つ工具を用います。このとき、すくい面上に切りくずの一部が付着・滞留し、これが刃先に代わって切削することがあります。このようなすくい面の切りくずは「デッドメタル」と呼ばれ、切りくず生成状態や工具の寿命、仕上げ面粗さなどに影響を及ぼすことがあるため注意が必要です。
逃げ角
工具が工作物と干渉しないために必要な逃げ角は、その目的からそれほど大きな角度を必要としません。一般に逃げ角を大きくすると切れ刃強度が低下し、機械的衝撃に弱くなります。一方で、逃げ角の大きい工具は摩耗が進んでも逃げ面の摩耗幅が大きくならならず、びびり振動が起きにくいというメリットがあります。また、延性材料(アルミニウム合金など)の切削では、逃げ角を大きくすることによって、逃げ面に切りくずなどが付着しにくくなります。
このように、工具の各部位の角度と工作物の加工効率・加工精度・仕上がり、そして工具の寿命に大きく関係しています。また、工具の摩耗などによってこれらの角度に変化が生じるため、工具の形状測定は、加工品質や加工効率の維持・向上にとって非常に重要であるといえます。
従来のすくい角測定の課題
工具の部位のなかでも、すくい角が不適切な場合、工具の消耗や、デッドメタルの付着、仕上げ面粗さの不良、そして工具の短寿命化の原因ともなるため、特に正確な測定が求められます。
従来は、輪郭形状測定機やマイクロスコープなどがすくい角の測定に用いられていましたが、以下のような課題がありました。
輪郭形状測定機でのすくい角測定の課題
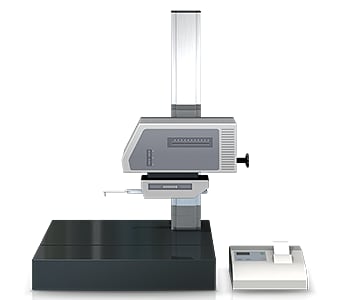
輪郭形状測定機とは、スタイラスと呼ばれる触針を用いて対象物の表面をなぞることで、その輪郭形状を測定、記録する装置です。
近年は触針の代わりにレーザーを用いて、非接触で輪郭をなぞることで複雑な形状の測定に対応した機種もあります。また、機種によっては上下両面の測定が可能なものもあります。
輪郭形状測定機を用いた工具のすくい角の測定においては、下記のような課題がありました。
- 角度が小さすぎるため、スタイラスの触針が対象物から外れてしまい、正確な値を測定することができません。
- すくい面を再研磨しても、線で測定して評価するため、調整後の状態が適切かどうかの判断が困難です。
すくい角の測定における課題解決方法
従来から使用されている一般的な測定機は、対象物を治具で固定することに時間がかかります。また、立体的な対象物・測定箇所に対して点や線で接触しながら測定するため、対象物や測定箇所を選ぶといった課題があります。
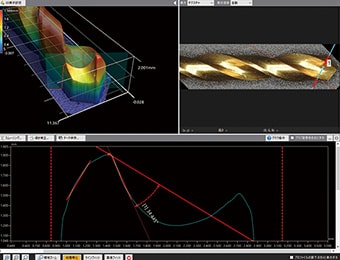
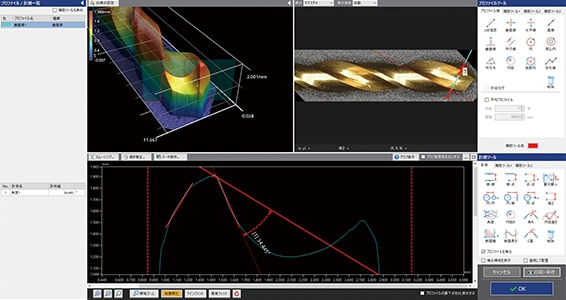
こうした測定の課題を解決すべく、キーエンスでは、ワンショット3D形状測定機「VRシリーズ」を開発しました。
対象物の3D形状を非接触で、かつ面で正確に捉えることができます。また、ステージ上の対象物を最速1秒で3Dスキャンして3次元形状を高精度に測定することができます。このため、測定結果がバラつくことなく、瞬時に定量的な測定を実施することが可能です。ここでは、その具体的なメリットについて紹介します。
メリット1:非接触での3D形状が測定でき、角度特性に強い
輪郭形状測定器では、対象物の表面に針で接触しながら線で測るため、急な角度持つ小型かつ複雑形状の対象物の測定が困難でした。
一方、「VRシリーズ」であれば、非接触で瞬時に対象物の3D形状を面でスキャンして測定することができます。そのため、対象物の角度特性に強く、正確な形状を瞬時に捉えて3次元形状や任意の箇所のプロファイルデータを得ることができます。そのため、スローアウェイチップはもちろん、エンドミルのような微細で複雑な形状と角度特性を併せ持つ工具の測定において、大きなメリットがあります。

メリット2:トレーサビリティに対応した測定システム
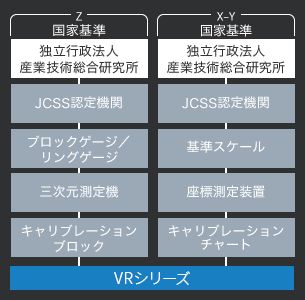
「VRシリーズ」は、対象物の形状を瞬時かつ正確にスキャンして測定します。
その測定結果は、国家標準につながるトレーサビリティ体系に基づいています。
XYZトレーサビリティに対応したゲージは、JCSS認定事業者の基準スケールにつながり、いつでもその場で正確な校正が実現。基準に沿った信頼性の高い測定が可能です。
まとめ:測定が困難だった、工具のすくい角測定を飛躍的に改善・効率化
VRシリーズであれば、非接触で瞬時に対象物の3D形状をスキャンして測定可能です。適切な加工に不可欠な工具のすくい角も、ステージ置くだけで簡単かつ正確に測定することができます。VRシリーズを導入するメリットとして、下記が挙げられます。
- 従来の接触式測定機とは異なり、対象物の形状やサイズ、測定箇所の角度特性にかかわらず、正確な測定が可能です。
- デジタルマイクロスコープでは不可能だった、トレーサビリティ体系への接続により、国家基準に基づいた信頼性の高い形状測定を実現。場所を問わずいつでも校正を実施できます。
このように、加工品質と加工効率、そして工具の寿命に関わるすくい角を含む工具の正確な形状を瞬時に測定できる「VRシリーズ」。
もちろん、工具だけでなく、加工した工作物(ワーク)の正確な3D形状も瞬時に測定することができます。「VRシリーズ」は、加工現場における一連のワークフローを飛躍的に効率化し、品質と生産性を向上させることができるツールといえます。

