せん断加工後のダレ形状を正確に測定する方法
プレス加工には、せん断や曲げ、絞りなど多くの加工法があります。このうち、せん断加工には、さらに穴抜きや切り欠きといった種類があり、これらの加工には「せん断」という力を使います。せん断によってできた面を切断面といい、ここの形状を調べることで、パンチとダイのクリアランス(隙間)などの状態を知ることができます。
そこで、本項ではせん断加工の基礎知識とダレの発生原理を説明。また、ダレを含む、せん断面測定の課題と解決方法を紹介します。
ダレとは
ダレは、せん断加工した製品の表面に発生する現象です。パンチとダイによって加工材が切断されるときに、切断面に発生する引張力で加工材が引っ張られ、表面が滑らかになる現象です。その大きさや形状は、パンチとダイのクリアランス(隙間)によって変化します。そして、パンチとダイのクリアランスは、製品の品質やプレス加工機の寿命に大きく影響します。
せん断加工の切断面
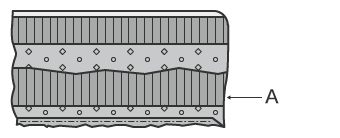
せん断加工の切断面はダレ・せん断面・破断面・バリの4層構造になり、平板であっても平滑にはなりません。
まず「ダレ」は、先の説明の通り、加工材の表面が引っ張られてできる滑らかな面です。「せん断面」は、加工材の内部にのめり込んだパンチによってできる光沢がある面です。せん断面には、パンチの傷や溶着金属などで加工材がこすれ、細かい縦筋が付いています。「破断面」は、せん断面に比べて粗い表面で、加工材をむしり取ったような感じになります。そして、「バリ」(かえり)は、硬く鋭利な形をしていて、ギザギザになっています。
これら切断面の状態は、被加工材、パンチ下降速度、パンチとダイの隙間の大きさなどによって、変化します。
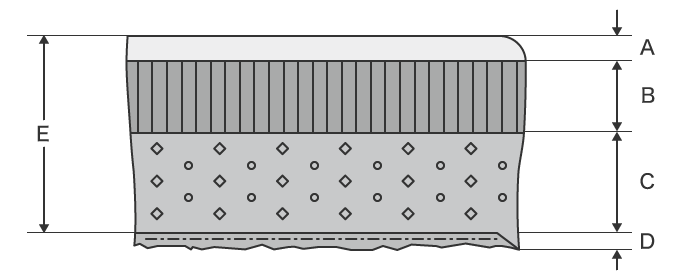
- A
- ダレ
- B
- せん断面
- C
- 破断面
- D
- バリ
- E
- 板厚
クリアランスとは
「クリアランス」とはパンチとダイの隙間のことで、切断面の状態はクリアランスの量により変化します。また、適正に設定されたクリアランスを「適正クリアランス」といいます。
クリアランスの量は、せん断の品質(寸法精度、ダレ・バリの防止など)や金型寿命を左右するため大変重要です。クリアランスが適正である場合、パンチ側およびダイ側から発生した亀裂が途中で一致します。この一致することを「会合」といいます。理想的なせん断加工は、ダレやバリが発生しない「全面せん断」ですが、適正クリアランスであっても、その実現は困難といわれています。
以下に、クリアランスの設定と切断面の関係を挙げます。
適正クリアランス
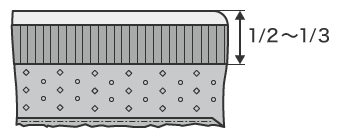
クリアランスが適正である場合、せん断面が板厚の1/2~1/3の割り合いで、全体に均一に現れます。クリアランスが一定でない場合は、せん断面の割り合いが部分的に異なります。
クリアランスの過大
クリアランスが大き過ぎる場合、ダレとバリが大きくなり、製品の精度が不安定になります。同時に、抜き圧力による反り(抜きゾリ)も大きくなります。
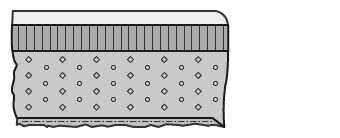
クリアランスの過小
- A
- 2次せん断
クリアランスが小さ過ぎる場合は、パンチとダイの刃先から発生する亀裂が一致(会合)せず「2次せん断面」によるヒゲ状のバリが発生します。また、パンチやダイへの負荷も大きく、「カジリ」といわれる金型破損の原因になります。
なお、適正クリアランス値は加工素材や板厚によって異なり、一般的な値は以下の式で求めることができます。
片側クリアランス=%X加工材板厚
※「%」は板厚に対するクリアランスの割り合い。材質や抜きの精度によって異なるため、実際の試験値から求めます。
せん断のプロセス
せん断加工による切断のプロセスは、以下のとおりです。
①パンチを加工材の上面に押し付ける
- 板を曲げたような状態になり加工材に「ダレ」が発生します。
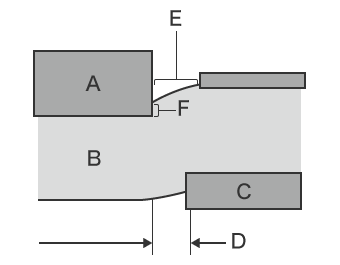
- A
- パンチ
- B
- 板材
- C
- ダイ
- D
- クリアランス
- E
- ダレ
- F
- せん断面
②曲げに耐えられなくなると、パンチが材料の内部にめり込む
- パンチとダイによるせん断力によって、亀裂が発生します。
- 加工材が引っ張り力に耐えられなくなると、加工材に亀裂が生じます。
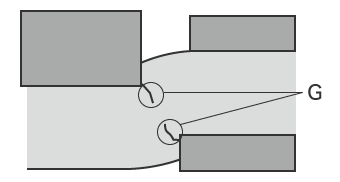
- G
- 亀裂
③パンチとダイの角部によって加工材に引っ張り力が働く
- パンチおよびダイの切り刃からの亀裂が成長して貫通(会合)することで、バリが生成されます。
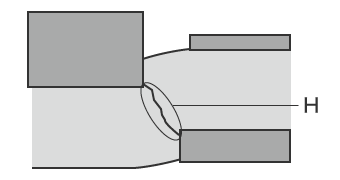
- H
- 亀裂貫通
このように、せん断とは加工材にせん断力が作用している状態で、せん断面が発生する過程をいいます。
従来のダレ測定の課題
これまで、プレスのダレは、投影機や輪郭形状測定機で測定するケースが多いものでした。しかし、板材の広い範囲の中の、ダレというピンポイントの測定には以下のような課題がありました。
投影機によるダレ測定の課題

光学測定機の一種で、測定の原理は光学顕微鏡に似ています。対象物を台に乗せて、下から光を当てることで、対象物の輪郭がスクリーン上に投影されます。大型のものではスクリーンが直径1mを超えるものもあります。打ち抜き加工した広い平面のダレを測定する場合は、水平出しをします。
この測定方法には、下記のような課題があります。
- 投影機は、切断面に垂直な方向から観測してのみ断面形状が得られるため、対象物をダレ部分が確認できるように置き、正確に水平出した状態で測定しなければなりません。このとき、対象物の置き方が定まらないという問題がありました。
- ワークの形状が複雑である場合、光学的な影の部分ができ、垂直方向からの観測が不可能な場合があります。また、寸法や図面との相違箇所の数値を取得できず、輪郭形状はトレース紙に転写するなどが必要で、データの保存や比較が困難です。
このように、現場の誰もが正確に測定できるわけではなく、また測定できない箇所があり、さらに対象物によっては切断が必要になるなど、大きな課題となっていました。
輪郭形状測定機によるダレ測定の課題
輪郭形状測定機は、スタイラスと呼ばれる触針を用いて対象物の表面をなぞることで、その輪郭形状を測定、記録する装置です。近年は触針の代わりにレーザーを用いて、非接触で輪郭をなぞることで複雑な形状の測定に対応した機種もあります。また、機種によっては上下両面の測定が可能なものもあります。
輪郭形状測定機では打ち抜き加工した広い平面のダレを測定する場合は、水平出しをします。
この測定方法には、下記のような課題があります。
- 対象物を治具に固定したり、水平出ししたりなどの作業に時間がかかってしまいます。また、正確に水平出しするためには、輪郭形状測定機に関する知識やスキルが必須です。
- 輪郭形状測定機の触針は、触針アーム上の支点を中心に上下に円弧運動し、触針先端位置はX方向にも動くため、X軸データにも誤差が発生します。
- 狙った通りに針を通す作業は非常に困難で、微妙な針のズレが測定値のバラつきの原因となります。
ダレ測定における課題解決方法
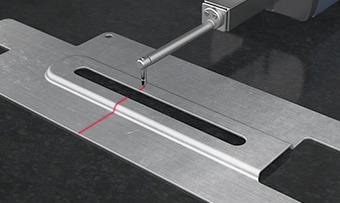
従来から使用されている一般的な測定機には、対象物の固定に時間がかかる、立体的な対象物・測定箇所に対して点や線で接触しながら測定している、という課題があります。こうした測定の課題を解決すべく、キーエンスでは、ワンショット3D形状測定機「VRシリーズ」を開発しました。
対象物の3D形状を非接触で、かつ面で正確に捉えることができます。また、ステージ上の対象物を最速1秒で3Dスキャンして3次元形状を高精度に測定することができます。このため、測定結果のバラつくことなく、瞬時に定量的な測定を実施することが可能です。ここでは、その具体的なメリットについて紹介します。
メリット1:対象物を固定しなくても測定できる
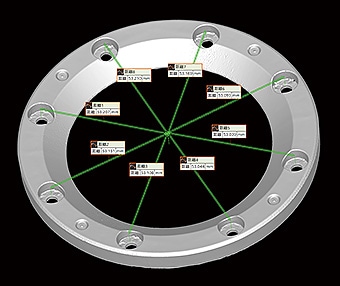
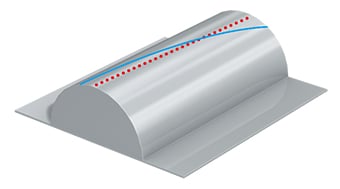
対象物を水平に固定することなく測定が可能です。たとえば、打ち抜き加工において広い面のダレを測定する場合でも、固定は不要。
「VRシリーズ」は、非接触で面として測定することで、ダレの状態を正確に測定することができます。また、事前に測定項目を登録できる解析テンプレートを使用し、ワークの形状解析を短時間でできるので、これまで時間がかかっていたり、不可能だった測定が短時間で可能になります。

メリット2:複雑な設定不要「自動位置合わせ機能」
対象物を水平に固定することなく自動位置合わせ機能で、対象物の位置合わせが可能です。
「VRシリーズ」は、3次元での位置も、自動で精度高く合わせます。傾きや基準面、高さのズレなど、さまざまな要素を加味して、微調整が簡単に行えます。また、映像で確認しながら、測定ポイントを指定できる機能も搭載。拡大観察画像を見ながら、幾何ツールで計測ポイントを指定できるので、作業者の習熟度による差が生じません。

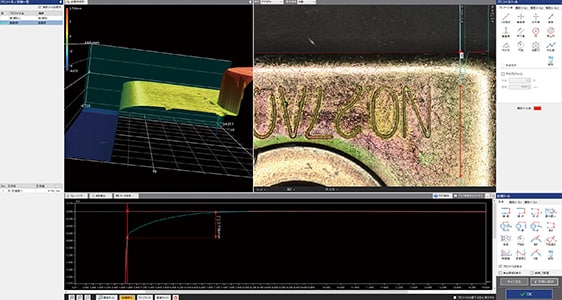
メリット3:「面」全体の形状を最速1秒で測定
測定アルゴリズムとハードウェアを全面的に見直し、最速1秒という測定スピードを実現。一瞬で面全体の情報をスキャンします。狙ったポイントも自由に測定が可能。人による測定値のバラつきもありません。
「VRシリーズ」は、最速1秒という圧倒的なスピードで、大幅なN増しや業務時間の短縮を実現します。これにより測定品質の向上、検査要員から生産要員への転換、増産の後押しなどにつながります。試作品の評価や出荷前の検査など、速さがあらゆる測定業務を改善します。
まとめ:測定しづらいダレ形状測定を飛躍的に改善・効率化
「VRシリーズ」なら、高速3Dスキャンにより非接触で対象物の正確な3D形状を瞬時に測定可能。ダレ・せん断面・破断面・バリの境界など、従来の測定機における課題をすべてクリアすることができます。
- 対象物を切断することなく断面測定が可能です。
- 人による測定値のバラつきを解消し、定量的な測定が実現します。
- 位置決めなどなしに、ステージに対象物を置いてボタンを押すだけの簡単操作を実現。測定作業の属人化を解消します。
- 簡単・高速・高精度に3D形状を測定できるため、短時間で多くの対象物を測定することができ、品質向上に役立てることができます。
他にも、過去の3D形状データやCADデータとの比較、公差範囲内での分布などを簡単に分析できるため、製品開発や製造の傾向分析、抜き取り検査などさまざまな用途で活用することができます。

