ヒケをすばやく正確に測定する方法
ヒケ(sink
mark)は、成形品の表面が収縮によって、ほんの少し凹んだりする現象です。外観表面を有する成形品では、品質不良になるケースがあります。ヒケが成形品の表面に現れないで、成形品の内部に気泡(空洞)が発生する場合もあります。これはボイド(void)と呼びます。ヒケもボイドも溶けたプラスチック樹脂が冷却固化する過程で、異常な収縮を起こすために発生する現象です。
ここでは、ヒケの発生を抑える金型設計のヒント、およびヒケの測定の課題と解決方法を紹介します。
ヒケとは
ヒケとは、成形品の表面がくぼんでいる状態です。溶融樹脂が、金型内で冷却・固化して収縮するときに、金型内の樹脂の絶対量が不足して発生する不良です。つまり、収縮する力に比べて表面の剛性が弱い場合に、表面が凹んでヒケになります。ヒケの発生は、主に特に肉厚部の体積収縮率が高いことが主な原因です。したがって、状況にもよりますが、冷却の際、内側と外側とで冷え方が大きく違わなければヒケを回避することができます。一般に、樹脂成形工程におけるヒケ対策を以下に挙げます。
- 樹脂温度を下げる
- 金型温度を下げる(状況によっては上げる)
- 製品の肉厚差を小さくする(肉ヌスミをする)
- 射出圧を上げる
- 射出保圧を上げて保圧時間を長くする
ちなみに、収縮する力に比べて表面の剛性が強ければ製品の中心部分にボイドが発生します。
金型設計でのヒケ対策
素材や工程が決められている場合、成形工程でのヒケ対策では限界がある場合があります。ここでは、金型設計段階におけるヒケ対策を3つ紹介します。
肉厚差を小さくする
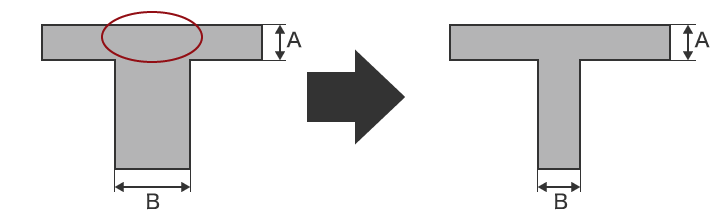
樹脂成形の肉厚差が大きい部分は、肉厚の厚い部分が薄い部分に比べてゆっくりと冷えます。このような部分(下図:赤い丸)ではヒケが発生しやすくなります。この場合、樹脂成形品の肉厚を変更することで、ヒケの発生を抑制できます。たとえば、図中Bの肉厚をAの肉厚と同じ(または70%以下)に変更すると、ヒケの発生を回避することができます。
肉厚変化を緩やかにする
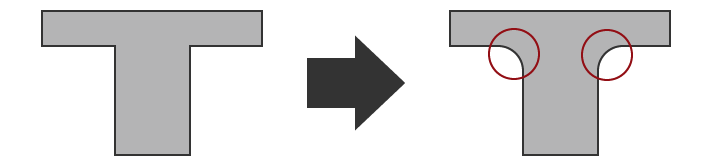
以下の図では、赤い丸の部分にヒケが発生しやすくなります。肉厚差を小さくするとヒケの発生を抑制できるのですが、たとえば強度維持のため、肉厚差を小さくできない場合があります。このような場合は、肉厚変化を緩やかにします。成形品に隅Rを設けると、肉厚変化が緩やかになります。
設計上、これらの対策が不可能な場合は、製品設計による対応と合わせて、熱が溜まりやすい部分に冷却配管を設けたり、金型に熱伝導性の高いベリリウム銅のような材料を用いたりするなどの対応も重要になってきます。
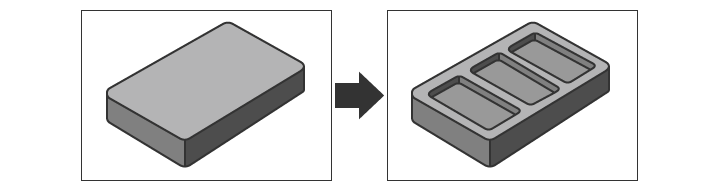
肉抜きやリブを設ける
部品が複雑で肉厚の変化が必要な場合は、肉抜きやリブなどを設けることで、ヒケの発生を抑制することができます。
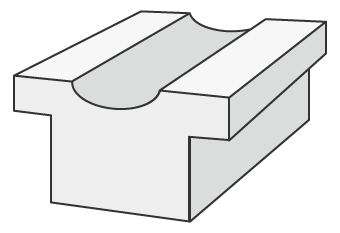
たとえば、部品の厚肉の断面を肉抜きして厚肉領域を小さくすると、温度変化が小さくなります。厚肉部同様の強度が必要な場合は、肉抜き内部にクロスハッチのリブパターンを施すと、強度を維持したままヒケを回避することができます。また、金型内の急激な圧力変化を抑えるには、段階的な肉厚の変化や面取りを施すことも有効な対策です。
従来のヒケの測定課題
樹脂成形した部品のヒケは、外観的な欠陥であるばかりでなく、形状の欠陥である可能性があります。また、成形時の圧力や注入した材料の量、温度などの欠陥原因をヒケの形状を検査・測定することで調べることができます。
従来、ヒケの測定には、ハイトゲージや三次元測定機を使用していました。しかし、以下のような測定課題がありました。
ハイトゲージの測定課題
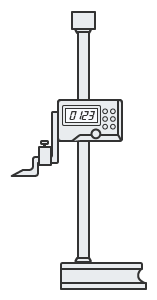
ハイトゲージは、ダイヤルゲージと組み合わせることで高さの測定を行うことができます。測定が点に限られ、全体の形状がわからないので、全体の状態を俯瞰して把握することができません。また、柔らかな部品の場合、測定圧で部品がたわんでしまい正確に測定できません。さらに、人による測定結果のバラつきや、測定機自身の誤差により安定した精度の高い測定はできません。
三次元測定機の測定課題

たとえば、ヒケ部分の面積が1mm2と小さい場合、その箇所をプローブで狙って仮想面を作成し、正確に測定することは困難を極めます。また、小さな部分の3次元形状を測定する場合、測定点が少なくなり正確な形状把握が困難です。さらに、測定データの集計や図面との照合など、多くの手間が必要です。
ヒケ測定における課題解決方法
従来から使用されている一般的な測定機には、立体的な対象物・測定箇所に対して点や線で接触しながら測定している、測定値の信頼性が低い、という課題があります。こうした測定の課題を解決すべく、キーエンスでは、ワンショット3D形状測定機「VRシリーズ」を開発しました。
対象物の3D形状を非接触で、かつ面で正確に捉えることができます。また、ステージ上の対象物を最速1秒で3Dスキャンして3次元形状を高精度に測定することができます。このため、測定結果がバラつくことなく、瞬時に定量的な測定を実施することが可能です。ここでは、その具体的なメリットについて紹介します。
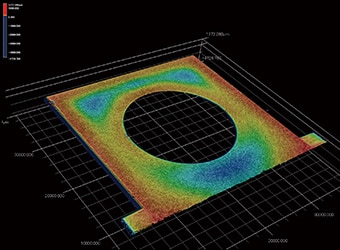
メリット1: 80万ポイントの点群データを収集
200mm×100mmという広範囲の形状を「面」で測定し、80万ポイントの点群データを収集。全体形状を把握し、高低部分を測定するため、大きなヒケはもちろん、微かなヒケも見逃すことはありません。また、測定データはすべて保存され、保存したデータ同士を比較したり、3D設計データと比較することもできます。
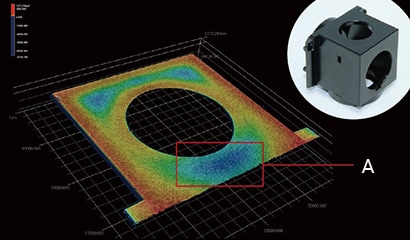
- A
- 青い箇所が凹んでいる
「VRシリーズ」なら、従来の測定機と異なり、これまで多くの手間と時間を要した広い面積に点在するヒケも測定できます。また、さまざまな測定を簡単に実現できる計測ツールを搭載。測定作業が属人化することなく、不慣れな方でも簡単・瞬時に測定することができます。

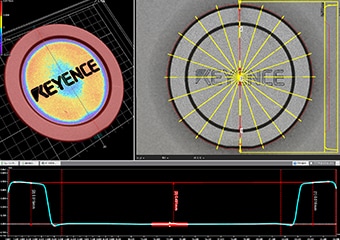
メリット2:Excelデータ出力/CAD出力が可能
解析内容は、見た目そのままにExcel出力が可能です。測定値ごとに並べ替えたり、ピポットを組んで集計するなど、より詳細な検討がスムーズに進められます。また、CADデータとしてはSTEPとASCIIに加えて、STL形式の出力にも対応。幅広いデータ活用が可能です。
まとめ:測定しづらいヒケ測定を飛躍的に改善・効率化
「VRシリーズ」なら、高速3Dスキャンにより非接触で対象物の正確な3D形状を瞬時に測定可能。ヒケの高さや粗さなどの難しい測定も最速1秒で完了。従来の測定機における課題をすべてクリアすることができます。
- 面で測定するので、広い面積のヒケも簡単に測定可能。最高点・最低点も測定することができます。
- 人による測定値のバラつきを解消し、定量的な測定が実現します。
- 位置決めなどなしに、ステージに対象物を置いてボタンを押すだけの簡単操作を実現。測定作業の属人化を解消します。
- 簡単・高速・高精度に3D形状を測定できるため、短時間で多くの対象物を測定することができ、品質向上に役立てることができます。
他にも、過去の3D形状データやCADデータとの比較、公差範囲内での分布などを簡単に分析できるため、製品開発や製造の傾向分析、抜き取り検査などさまざまな用途で活用することができます。
