















粗さ計 / 形状測定機
対象物の凹凸を「面」で捉え、広範囲の立体形状を一瞬で測定。非接触でバリなどの微細形状や表面粗さを最速1秒で測定できる粗さ計 / 形状測定機です。測定物の高さや大きさ、素材や色による感度設定など、測定機自身が自動で判断。測定ミスをなくし、時間を短縮できると共に測定機に不慣れな方でもすぐにデータ取りが開始できます。

商品ラインナップ
-
VR-6000 シリーズ
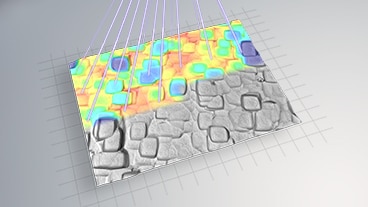
ワンショット3D形状測定機「VR-6000シリーズ」は、粗さ計・輪郭形状測定機の計測をそのまま非接触で実現。触針式では測りきれない面全体の形状を0.1µmの分解能で捉える3次元形状測定機です。さらに電動回転ユニットを新たに搭載。サンプルを回転させながら測定をおこなうことで、死角をなくしてありのままの断面形状を再現することができます。今までは切断しなければ正確に測ることができなかった部分の肉厚や奥まった寸法が簡単に測れます。また、HDRスキャンアルゴリズムによりスキャン能力が進化したことで、光学式の形状測定機が苦手だった光沢がある対象物や光の反射が弱い素材の対象物も瞬時に最適な条件を判断し、正確に形状を測定することが可能です。従来比で最大1000倍までダイナミックレンジを広げたスキャンが可能になりました。

-
VK-X3000 シリーズ
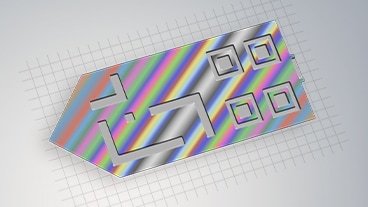
白色干渉計搭載 レーザ顕微鏡 VK-X3000シリーズは、レーザー共焦点・白色干渉・フォーカスバリエーションの3つの異なるスキャン原理を使い分ける「トリプルスキャン方式」を採用し、さまざまな対象物を高精度に測定・解析することができます。最高分解能0.01nmを実現し、ナノレベルの微小な形状変化であっても正確な測定が可能です。最大スキャンエリア50mm角で、大きな凹凸や手のひらサイズの対象物も丸ごとスキャンできるため、全体形状も部分形状も1台で把握できます。また、鏡面体・透明体といった難易度の高い素材に対しても高速・高精度・広範囲に測定することができます。高倍率/低倍率、平面/凸凹/表面粗さ、鏡面/透明など対象物を選ばない、まったく新しいレーザー顕微鏡です。



生産終了品











このページを見た人は、こんな資料もチェックしています
-
VRシリーズ テーマ別 測定・解析事例集

-
形状測定機 徹底比較

-
VRシリーズ 導入・解析事例集 3次元形状を1秒で把握する

-
VR シリーズ 従来の測定機によるお悩みを解決する 課題解決事例集

-
高低差をカラーで可視化 だから一瞬で判定

-
気になる12のチェックポイント

-
VR シリーズ 小物樹脂・小物ゴムを3D測定 [最新課題解決事例集]

-
大型形状解析表面粗さ測定 短時間×高精度
-
粗さ計・形状測定機をご検討の前に確認しておきたい2つのポイント
-
非接触で切らない厚み測定事例集

-
時間短縮を極めた次世代の3D測定機

-
切削関連 形状評価/検査の事例

-
3Dスキャナ VS 3Dスキャナ型三次元測定機

-
プラスチック成形関連 形状評価/検査の事例

-
画像寸法測定器 回転ユニット 徹底解剖

-
3Dスキャナ型三次元測定機 VLシリーズ 使い方ガイドブック

-
レーザ加工ガイド

-
3Dスキャナ型三次元測定機によるリバースエンジニアリング

-
表面粗さの測り方:VK-X レーザ顕微鏡

-
表面粗さ測定入門 [線粗さ編]
