
切削加工の計算式
ここでは、切削加工の際に必要とされる基本的なパラメータを算出する公式を紹介しています。なお、計算によって算出された数値は、あくまでも目安です。加工の条件は、ご使用される工作機械によって異なります。実際の状況に合わせた最適な条件で加工してください。
切削速度(vc)

- π(3.14):円周率
- Dm(mm):被削材直径
- n(min-1):主軸回転速度
- memo
-
主軸回転速度と被削材の外径から切削速度を求める式です。
たとえば、
被削材の直径(Dm)=Φ60mm
主軸回転速度(n)=500min-1
の場合、切削速度(vc)は約94m/minになります。
送り(f)

- l(mm/min):1分間当たりの切削長さ
- n(min-1):主軸回転速度
- memo
-
主軸の回転速度と1分間に切削する長さから、1回転当たりの送り量を求める式です。
たとえば、
1分間の切削長さ(l)=150mm/min
主軸の回転速度(n)=600min-1
の場合、1回転当たりの送り量(f)は0.25mm/revになります。
切削時間(Tc)
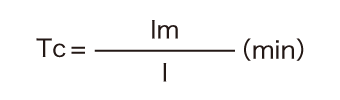
- lm(mm):工作物の長さ
- l(mm/min):1分間の切削長さ
- memo
-
工作物の長さと主軸の回転速度から、切削時間を求める式です。
たとえば、
送り量(f)=0.2mm/rev
主軸回転速度(n)=1100min-1
工作物の長さ(lm)=120mm
の場合、まず1分間の切削長さを回転速度と送り量から計算します。
1分間の切削長さ(l)=n×f
=0.2×1100=220mm/min
これを公式に代入すると
Tc=lm÷l
=120÷220
=0.55(min)×60
=33(sec)
切削時間(Tc)は約33秒になります。
理論仕上げ面粗さ(h)

- f(mm/rev):1回転当たりの送り
- Re(mm):インサートのコーナー半径
- memo
-
インサートの刃先コーナー半径と1回転当たりの送り量から、理論仕上げ面粗さを求める式です。
たとえば、
1回転当たりの送り量(f)=0.1mm/rev
インサートの刃先コーナー半径(Re)=0.5mm
の場合、理論仕上げ面粗さ(h)は2.5µmになります。
旋削加工の所要動力(Pc)
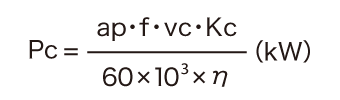
- ap(mm):切り込み
- f(mm/rev):1回転当たりの送り
- vc(m/min):切削速度
- Kc(MPa):比切削抵抗
- η:機械効率係数
- memo
-
切り込み、1回転当たりの送り、切削速度、比切削抵抗と機械効率係数から、旋削加工の所要動力を求める式です。
たとえば、
切り込み(軟鋼:ap)=5mm
1回転当たりの送り量(f)=0.1mm/rev
切削速度(vc)=140m/min
機械効率係数(η)=80%(0.8)
とし、
比切削抵抗(Kc)=3610MPa
の場合、旋削加工の所要動力(Pc)は5.26kwになります。
Kcの値(切削)
| 被削材材質 | 引張り強さ(MPa)および硬さ | 各送りに対する比切削抵抗Kc(MPa) | ||||
|---|---|---|---|---|---|---|
| 0.1(mm/rev) | 0.2(mm/rev) | 0.3(mm/rev) | 0.4(mm/rev) | 0.6(mm/rev) | ||
| 軟鋼 (SS400、S10C等) | 520 | 3610 | 3100 | 2720 | 2500 | 2280 |
| 中鋼 (S45C、S50C等) | 620 | 3080 | 2700 | 2570 | 2450 | 2300 |
| 硬鋼 (S55C、S58C等) | 720 | 4050 | 3600 | 3250 | 2950 | 2640 |
| 工具鋼 (SK材等) | 670 | 3040 | 2800 | 2630 | 2500 | 2400 |
| 工具鋼 (SKS材等) | 770 | 3150 | 2850 | 2620 | 2450 | 2340 |
| クロムマンガン鋼 (MnC材等) | 770 | 3830 | 3250 | 2900 | 2650 | 2400 |
| クロムマンガン鋼 (MnC材等) | 630 | 4510 | 3900 | 3240 | 2900 | 2630 |
| クロムモリブデン鋼 (SCM材等) | 730 | 4500 | 3900 | 3400 | 3150 | 2850 |
| クロムモリブデン鋼 (SCM材等) | 600 | 3610 | 3200 | 2880 | 2700 | 2500 |
| ニッケルクロムモリブデン鋼 (SNCM415等) | 900 | 3070 | 2650 | 2350 | 2200 | 1980 |
| ニッケルクロムモリブデン鋼 (SNCM439等) | 352HB | 3310 | 2900 | 2580 | 2400 | 2200 |
| 硬質鋳鉄 | 46HRC | 3190 | 2800 | 2600 | 2450 | 2270 |
| ミーハナイト鋳鉄 (FC350等) | 360 | 2300 | 1930 | 1730 | 1600 | 1450 |
| ねずみ鋳鉄 (FC250等) | 200HB | 2110 | 1800 | 1600 | 1400 | 1330 |


