成形条件管理:
型締めの異常原因を把握
射出成形では、「型締め力」が樹脂(プラスチック)成形品の品質に影響します。型締め力が不均一な場合、雄型・雌型が正確に合わさりません。それにより、金型にわずかな隙間が生じ、成形品にバリが発生します。また、型締め力が強過ぎる場合も、金型がひずんで隙間が生じ、バリが発生します。
課題:型締めの要、「タイバー」の状態を把握したい
射出成形の金型開閉をガイドする支柱「タイバー」は、型締めの最中に、その圧力を受け止めます。タイバーは型締め力と比例してひずみます。もし、タイバーに伸びやひずみが生じている場合、型締め力が不均一となり、成形品の欠陥・不良を招きます。つまり、成形品の欠陥・不良の発生を防ぐには、タイバーの状態を把握する必要があります。
解決:タイバーの変位を測定し、データロガーにデータを蓄積
タイバーの状態把握は、ひずみを高精度に測定し、測定データを記録・分析することで実現します。これにより、型締め装置の予知保全も可能です。
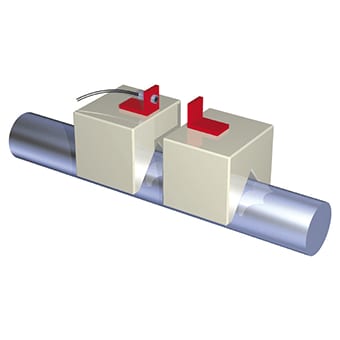
タイバーに高速・高精度デジタル変位センサ「EX-Vシリーズ」を取り付け、変位を測定することで、タイバーの伸びやひずみを高精度に検査することができます。
その測定データは、高速アナログ計測ユニット「NR-HA08(P) 」を介し、マルチ入力データ収集システム「NRシリーズ」に転送・保存します。蓄積したデータからタイバーと型締め装置の状態を知ることができるため、最適な保守・点検のタイミングを決定する材料となります。