ブロー成形(中空成形・吹込み成形)
ここでは、ブロー成形の種類・メカニズムから注意すべき欠陥・不良まで、詳しく説明します。

ブロー成形の概要
「ブロー成形」は、古くからあるガラス瓶の製造工程を応用した技術で、空洞の樹脂(プラスチック)成形品の製造に適します。溶融樹脂の内側から空気を吹き込み、膨らませて成形することから、「吹込み成形」や「中空成形」とも呼ばれます。
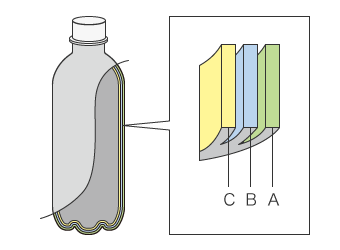
例えば、液体用の容器を製造する場合、充填する液体によっては、ガスバリア性のある樹脂を用い、酸素の透過による酸化を防ぎます。また、薬品向け容器の製造では、耐薬品性のある樹脂を含む複数の成形材料を層状に成形する「多層ブロー成形」を利用します。
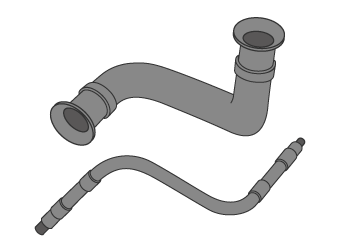
用途として、ペットボトルや液体化粧品・液体洗剤などの容器のほか、自動車のガソリンタンクや排気マニホールドなどが挙げられます。

ブロー成形の種類
ブロー成形は、容器など中空構造の樹脂製品の成形方法として、大きな需要があります。樹脂成形材料の進化とともに、ブロー成形の適用範囲が広がり、多種多様な樹脂製品の製造が可能となりました。
代表的なブロー成形
代表的なブロー成形の手法として、下記の2種類が挙げられます。
多層ブロー成形
3次元ブロー成形
ブロー成形のメカニズム
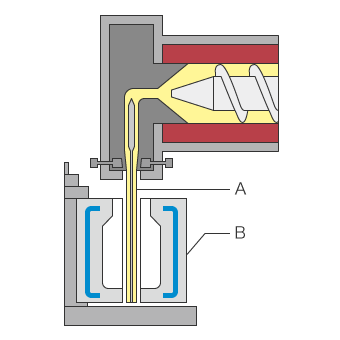
ブロー成形機は、主として、(1)押出し機(2)パリソン成形(3)型締め・エアブロー(ブロー工程)・冷却の3つの機構から構成されています。

- A.ホッパー
- B.押出しスクリュー
- C.加熱シリンダー
- D.ダイ
- E.パリソン
- F.金型
- G.エアブロー装置
- H.冷却水孔
(1)押出し機
「押出し機」で、加熱溶融した樹脂(プラスチック)をリング状のダイから押し出します。複数個のダイを用い連続的に樹脂を押し出すことで、生産効率を高めているものもあります。
(2)パリソン成形
ブロー工程の前に予備成形する「パリソン」は、大きく2つに分類されます。
- パリソン(ホットパリソン)
- 図で示した「押出しブロー成形(ダイレクトブロー成形)」の場合、「パリソン(ホットパリソン)」の押出し成形とブロー工程を連続して行います。
まず、押出し成形で円筒状の(底がない)「パリソン」を予備成形します。余熱をもったまま金型内に入れ、ブロー成形するため「ホットパリソン」とも呼ばれます。 - プリフォーム(コールドパリソン)
- 「射出ブロー成形(射出延伸/2軸延伸ブロー成形)」の場合、材料となる「プリフォーム(コールドパリソン)」の射出成形と、ブロー成形を個別に行います。
あらかじめ熱可塑性樹脂を試験管状の(底がある)「プリフォーム」として射出成形し、冷却・固化させているため、「コールドパリソン」とも呼ばれます。
次工程で、それを再加熱してブロー成形します。「プリフォーム(コールドパリソン)」は、小型で可搬性が高いため、材料生産者から中間製品として仕入れる場合もあります。
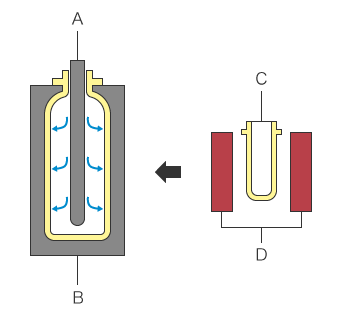
(3)型締め・エアブロー(ブロー工程)・冷却
図で示した「押出しブロー成形(ダイレクトブロー成形)」で容器を成形する場合、型締めによって円筒状の「パリソン(ホットパリソン)」の底部分を成形します。
パリソン内部に圧縮空気を吹き込むことで、冷却した金型の内壁に樹脂を押しつけ、金型内部の樹脂を冷却・固化させます。その後、金型を開き、成形品を取り出します。
ブロー成形で生じる欠陥・不良
ブロー成形の工程で起きるさまざまな現象は、成形品の品質に影響を与えます。例えば、押出しブロー成形(ダイレクトブロー成形)で生じるドローダウンは、偏肉という形状欠陥を招くことがあります。
また、「メルトフラクチャー」は、パリソン(ホットパリソン)の押し出し時に溶融樹脂の流れが乱れる現象で、成形品の肌荒れといった表面欠陥を招きます。これは、押出し工程のある樹脂成形全般で発生します。
























