
公差と測定精度について
ここでは、公差・測定精度の意味や役割、関係性についてご説明します。

公差とは
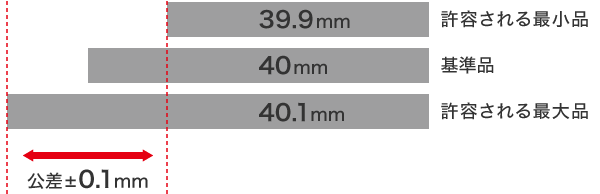
公差とは、ある基準値をもとに、許容される寸法(サイズ)誤差の最大値と最小値の差のことです。
たとえば、長さ40mmの円柱を製造するにあたり、「公差は±0.1mm」と指定された場合、
±0.1mmまでの誤差を許容範囲として規定されたことになります。
この場合、39.9mm~40.1mmの長さが許容範囲となり、合格品として認められる基準値となります。
公差を指定する理由は、図面上で長さ40mmを指定しても、実際の製品すべてが40mmぴったりに仕上がることがほとんどないためです。どんなに高精度な加工機器を用いても、39.996mm、40.037mmというように、わずかな誤差が生じます。
そのため、製品が規定通りの長さ40mmに加えて、公差±0.1mmを指定します。そして、製品の長さが許容範囲内の長さに仕上がっているかどうか、つまり、合否を判定するために製品を測定します。
しかし、寸法が公差内かどうかを検査するための測定においても変動要素が影響し、測定値がバラついてしまいます。
測定値の変動要素としては、気温や湿度の変化による材質の膨張/収縮、測定時の接触圧による変形などさまざまです。
このように、製造工程や検査工程においては、設計値に対する誤差を考慮する必要があります。もしこれらの誤差を許容しない場合、ほとんどの製品が不合格となり、ロスが増えるばかりです。設計値をもとに、各工程でのバラつきを考慮して、誤差の許容範囲(=品質を維持できる範囲)を設定することが、公差の役割です。
測定精度とは
製造現場における精度とは、測定や加工などをする際の正確さ・精密さの度合い・尺度のことをいいます。
この尺度を測定に適用したものが「測定精度」です。使用する測定機器の精度をもとに、どれだけ正確な結果が得られるかを判断する尺度(指標)となります。測定器の測定精度が高いほど、正確な測定を行うことができるといえます。
測定器のスペックにおいて精度を示す項目とその意味を下記に説明します。
- 繰り返し精度
- 繰り返し精度とは、同一の条件下、同一の対象物に1台の測定器で、定点を繰り返し測定したときの値のバラつきを表します。この値が小さいほど繰り返し精度が高く、安定して高い精度での測定ができることを示します。
ただし、レーザ変位計など非接触測定器の繰り返し精度は、センサヘッドとワークの両方が完全静止した状態でのバラつきを示しています。原理上、光の反射で測定する際、対象物表面の微妙な粗さや光沢違いの影響を受けるため、スペックだけで実運用上の繰り返し精度を判断することは困難です。 - 対象物の表面状態による誤差・バラつきへの対策はこちら
- 直線性
- 直線性(リニアリティ)とは、測定器の性能を表す指標です。理想値と実際の測定結果とのズレ、つまり誤差の最大値を表します。測定器のスペックでは、その度合いを「±○○% of F.S.」と示されます。
- 直線性に関する詳しい説明はこちら
- 総合精度
- 総合精度とは、さまざまな要因によって測定システム全体に生じる誤差すべてを含めた総合的な誤差を考慮した精度のことです。測定結果に含まれるすべての誤差成分を総合した値を使って算出します。
- 指示精度
- 指示精度とは、測定器の測定範囲内の全域において、正確な測定値と比較したときの最大誤差を表します。実際の値に対して測定器が許容する誤差範囲などを示します。
公差と測定精度の関係
長さが40mm、公差が±0.1mmの円柱を製造(39.9mm~40.1mmが合格)するときに、以下のような測定器で検査を行うと仮定します。
- 測定器A:精度± 0.001mm
- 測定器B:精度± 0.01mm
- 測定器C:精度± 0.03mm
このときに、合格と判定される範囲はそれぞれ以下のようになります。
- 測定器A:39.901mm~40.099mmを合格と判定
- 測定器B:39.910mm~40.090mmを合格と判定
- 測定器C:39.930mm~40.070mmを合格と判定
上記の例から、測定器の精度が高いほど、より正確な結果を得られることが分かります。一方、要求する公差に対して測定器の精度が低い場合、誤って公差内の合格品を不合格と判定してしまい、ロスが増加し、歩留まり率が低下してしまいます。
このように精度の高い測定機で測定することにより、誤った合否判定によるロスを減少することができ、結果として製造コストを低減することができます。日々発生するロスによるムダなコストを考慮し、高精度な測定器の導入による費用対効果を検討することが、測定器を選定する際、非常に重要といえます。








