外観検査の不良一覧

成形・加工系不良
糸引き
金型を開けたときに発生する細い樹脂の糸を「糸引き」と呼び、この樹脂の細い糸が金型内に残ったまま次の製品を成形すると筋状の凹凸が製品に残ります。糸引きを防止するには、射出成形(インジェクション成形)のノズル温度を調整したり、成形ごとに金型を清掃したりするなどの対策が有効です。
異品種・未加工品混入
異品種や加工前の状態のワークが製造ラインに混入することがあります。これにより組違いや抜け、エラーなどを引き起こします。混入するワークは色や形が似ている場合が多く、人による目視での見間違え、センサのスペックが足りず見分けられない、などにより異品種・未加工品の混入が起こります。これらを防ぐため、ワーク全体を捉え、ミスなくわずかな差を見極める画像センサの導入が有効です。
異物混入
ホコリやゴミの侵入によって起こる不良は幅広い業界で問題視されています。工場全体に浮遊するホコリやゴミを100%無くすことは難しいので、いかにワークへの侵入を防ぐかが重要です。クリーンルームを作成したり、静電気による付着を防ぐため除電器を導入したりし、異物混入を防止します。
印字不良
トレーサビリティや法律の元、容器・外箱をはじめ、ワークひとつひとつに多くの情報が印字されています。機械の設定ミスのように人的要因、機械の動作不良などにより、印字がされない、かすれてしまう、間違いが発生するということがあります。これらをすぐさま発見し、原因を究明することが大切です。
ウェルドライン
樹脂などの材料が合流するときに発生する線状の痕がウェルドライン(ウェルドマーク)です。主な発生原因は、材料の流動性不足や金型内の空気、材料温度・金型温度が低い、射出速度が遅いなどが挙げられます。
傷
機械・器具の接触やワーク同士のぶつかりなどさまざまなシーンで傷が入ることがあります。傷は外観を損なうだけでなく強度に影響し、割れ・欠け(クラック)を引き起こす原因にもなるので、目視検査や画像センサで流出を防止し、さらにどこで傷が入ったのか原因を追求し、生産体制を見直すことが大切です。
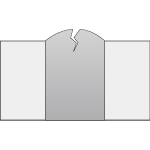
クラッキング(割れ・欠け・きれつ)
強い衝撃を受けたり、急激な温度変化が起こったりすると欠け(クラック)が発生します。欠け(クラック)は、衝撃や温度変化で成長し、割れに成長することがあります。衝撃に弱いワークは特に、割れ・欠け(クラック)が発生しやすいので切断時などは注意が必要です。
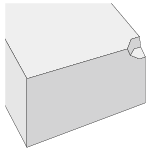
ゲート残り
トンネルゲートやピンポイントゲートで発生する現象で、中途半端に製品部にゲートのキレ残りが発生します。ゲートの形状を変更したり、冷却時間延ばす・型開き速度を速くする・保圧時間を短くしたりするなど条件を調整することで防止します。
ゲル・フィッシュアイ
フィッシュアイは、材料の一部が周囲の材料と完全に混合せずにできた球状の塊です。フィッシュアイの発生要因は、ゴミ・チリの混入や成形不良などが考えられます。異物や空気の混入を防いだり、材料が溶解できているかをチェックし、温度・混ぜ方・材料の選定を見直したりします。
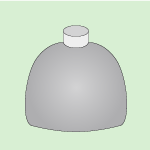
形状不良
成形品が金型からの取り出し後に変形してしまう現象です。人・機械的要因であることもあります。部位ごとの肉厚を見直す・材料の温度や突き出し速度、圧力を下げるなど、原因となる残留応力を発生させる要因を、予め取り除くことが大切です。
黒点・コンタミ(コンタミネーション)
黒や茶色の異物(混入物)が混ざり込む現象です。異物混入の防止はもちろん、成形シリンダー内で、堆積、劣化したものなどが、剥がれて成形品内に混入していないか確認します。黒点・コンタミを防ぐにはこまめなパージやふき取り清掃が有効です。
サビ・腐食
金属製のワークは、水などが侵入すると酸化してサビが発生することがあります。サビが発生すると強度が保てなくなるので、水の侵入はもちろん湿気などのも注意が必要です。また、薬品を使用する場合は、薬品によって腐食することもあります。
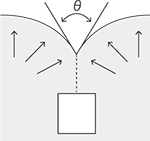
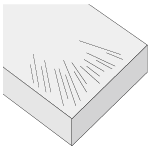
ジェッティング
ゲートを先に通過した材料と後に通過した材料がうまく融合せず、材料が流れる方向に沿って蛇行したような縞模様の痕が出る不良です。主な原因は、材料温度や金型温度が低い、射出速度が速いなどが挙げられます。
ショートショット(充てん不良)

材料がキャビティ全体に満たされていない状態から、形状の一部が欠損する現象です。材料の充てん不足やもれ・つまりはないか、圧力や速度・温度は十分かなどさまざまな要因が考えられますので何が原因なのか究明します。
シルバーストリーク(銀条)
材料中の気体が表面に現れ、筋状の痕が発生する不良です。銀白色のスジが現れるので、現場では「シルバー」「銀条」とも呼ばれます。主な発生原因は、材料の乾燥不足、シリンダの温度が高い、射出速度が速い、射出時の空気巻き込み、異物混入などが挙げられます。
シワ・折れ目

搬送時の接触や衝撃などにより、ワークにシワ・折れ目が発生することがあります。とくにシート状のものや紙類に多く起こります。どの場所でシワ・折れ目が起こっているのかを追求し、原因となる要素を改善することで防ぐことができます。
巣(空気孔)
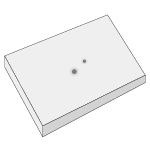
成形時に空気を巻き込んだり、熱収縮したりすることで巣(空気孔)が生じます。巣(空気孔)は外観を損なうことはもちろん、強度や粘り強さに影響を及ぼします。
寸法不良
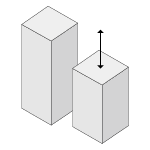
ワークによってはJISやISOで寸法や形状、寸法公差が細かく規定されています。寸法ズレは、各工程の加工精度や熱処理・表面処理の方法など、さまざまな原因が考えられますが、まずは人や機械による寸法検査を実施することで流出を防ぎ、そのデータを元に原因を究明することが大切です。
内容量不足
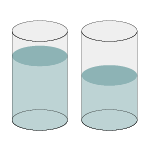
容器に充填された飲料の内容量が適正か確認するために液面高さ(液レベル)を検査します。液面高さ(液レベル)に問題がある場合は、充填トラブルなどが考えられますので速やかに生産ラインを確認する必要があります。
バリ
射出成形時や切削や転造などの加工時に完成型からはみ出るバリが発生することがあります。射出成形時は金型の異常確認、材料の量や温度、射出速度を確認します。切削加工時は機械に異常が無いかを確認します。それでもバリが残る場合は人や機械でバリを除去します。
ヒケ(シンクマーク)
成形品の表面に出るへこみを「ヒケ」「シンクマーク」と呼びます。ヒケは、冷却の不均一や圧縮不足により発生します。ヒケは、充填不足(ショートショット)や射出圧力不足、射出速度が速い場合にも発生します。そのほか材料温度や金型温度が高い場合、製品の肉厚があり冷却に問題がある場合などにも注意が必要です。
表面処理不良
表面処理不良は外観の美しさを損なう他、電子デバイス類の場合接点不良などのトラブルを引き起こすので注意が必要です。要因として、汚れやホコリの付着、表面処理を行う設備自体のトラブルなどが考えられ、これらの対策を行うことで防ぐことができます。
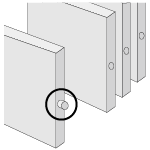
ピンホール
針で空けたような小さな穴をピンホールと呼びます。非常に薄いシート類に起こりやすく、突起物との接触、輸送中の振動による摩擦、折れ曲がりによるストレス、落下や衝撃などでピンホールが発生します。機械や周辺環境の調整を行い、要因を取り除くことが大切です。
フクレ
前述した「ヒケ」に対し、成形品の表面に出る膨らみを「フクレ」と呼びます。「ヒケ」同様、冷却の不均一や圧縮不足により発生します。材料温度や金型温度が高い場合、製品の肉厚があり冷却に問題がある場合などにも注意が必要です。
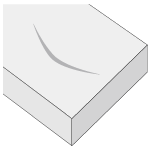
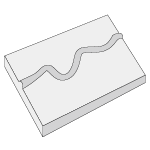
フローマーク
ゲートを中心に縞模様状の痕が残ってしまう不良です。樹脂が金型に接触することで冷却度合いが変わることが要因です。対策方法としては、材料温度や金型温度、射出速度の調整などが挙げられます。
凹み・打痕
成形・プレス時にゴミなどが混入すると凹みの原因になります。また、搬送時の接触、運搬時の振動、治具へのセットミスなどで凹み・打痕などができてしまうこともあります。搬送用のパレットにスポンジを敷いたり、柔らかい素材で保護したりすることで未然に防ぐことができます。
変色(カラーストリーク)・ムラ
成形品では、表面の色が均一ではなく、部分的に色が変わる「変色」が起こることがあります。成形品の変色や筋状の模様を「カラーストリーク」と呼び、主な原因は着色剤の分散不足です。対策としては、樹脂や着色剤を変える、ペレタイザー(造粒機)を使って均一に混合するなどです。色ムラは、材料温度・金型温度が低い場合にも発生します。
ボイド(気泡)
成形品内に空孔が発生する現象です。金型温度・射出圧力が低い、シリンダ温度が高い、乾燥不足などが主な発生原因です。また、肉厚のある製品で発生しやすいので、設定変更で対応できない場合は肉厚を薄くするなどの設計見直しも必要です。
やけ・焦げ
やけ・焦げとは、成形品の端部が黒く変色する現象です。空気やガスが断熱圧縮するときに熱が生じ、材料が黒く焼け焦げてしまうことが原因です。空気抜けが悪い、ガスベントがない、材料温度が高い、材料の滞留時間が長い、射出速度が高い、製品表面に油分が付着しているなどの原因が考えられます。
破れ・キレ

シュリンクやシートに多い現象です。搬送・包装過程でゴミやホコリが噛み込んでしまったり、衝撃によって起こります。破れは目視検査でも発見しやすいですが、小さいものは見落とすこともあるので画像処理システムなどの活用が有効です。また、製造工程に静電気除去装置を設置することでゴミやホコリの噛み込みを防止できます。
汚れ・シミ・濡れ
どの業界でも製造工程で異物が混入したり、汚れが付着したり、液体による濡れが起こることがあります。さらにカビやサビが発生する恐れがあり注意が必要です。対策としては、原因となる汚れや液体が飛び散らないようにする、クリーンルームや静電気除去装置の設置等が挙げられます。
ラベル有無・品種・傾き
ワークの位置ずれ、ラベリングマシンの動作不良などにより、ラベルの貼り付け位置がずれてしまうことがあります。対策としては、ワークの位置がずれないようにしたり、ラベリングマシンのメンテナンスを定期的に行ったりすることが有効です。

接合・溶接系不良
アンダーフィル
突き合わせの隙間が大きいと、溶解不足で溶接ビードの厚みが鋼板板厚に比べて薄くなる「アンダーフィル」になります。アンダーフィルで溶接ビードが凹んだ状態になると、応力集中が起こり破断・クラックなどの原因になります。
アンダーカット
溶接ビード両端に陥没部分がある欠陥を「アンダーカット」と呼びます。溶接電流や溶接速度が高すぎることが主な原因で、アンダーカットが発生すると陥没部分からクラックが発生することがあります。アンダーカットを防ぐには、溶接電流・溶接速度を低く設定するなどの対策があります。
ボロシティ(巣・気泡・ピット)
溶接金属部に空孔が発生する「ボロシティ」が挙げられます。キーホールから発生した気泡が凝固した大型のボロシティ、材料内から気体成分が拡散してできた小型のボロシティなどがあります。ボロシティの発生を予防するには、溶接条件の最適化に加え、溶接箇所の油分やサビの除去など前処理が重要です。
溶接金属内部に発生したガス孔がビード表面に放出されたときに穴となって固まった表面欠陥を「ピット(開口欠陥)」、ビード内部のガス孔が残った内部欠陥を「ブローホール」とも呼びます。
溶接割れ(クラック)
レーザ溶接は、金属を急熱急冷するため、溶解部の熱ひずみで溶解割れが発生することがあります。溶解割れが発生する要因はさまざまですが、鋼板選びや溶接条件の変更などで防ぐことができます。また、溶接中および直後に発生する溶接割れを「高温割れ」、冷却後から2~3日以内に発生する溶接割れを「低温割れ」と言います。
電子デバイス・マイクロ系不良
イモはんだ(コールドジョイント)
コテの温度が低すぎたり、当てる時間が短すぎたりすると発生する不良が「イモはんだ」です。イモはんだは、濡れ不良が原因で、フィレットが丸みを帯びた形状になります。また、イモはんだは、ボイドを引き起こす原因にもなり、導通不良にもつながります。
クレイジング・ミーズリング
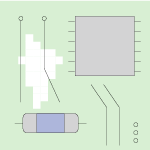
機械的なストレスによりガラス繊維が樹脂から剥離する現象を「クレイジング」と言います。また、主に熱ストレスでガラス繊維が剥離する現象を「ミーズリング」と言います。
層間剥離(デラミネーション)
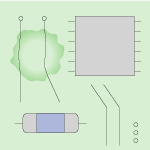
熱衝撃や基板の水分、積層工程での不備などにより、ガラス繊維の樹脂から剥離している状態です。層間剥離とも呼び、この状態になった基板は使用できません。
ソルダボール(はんだボール)
コテ先についたはんだが飛び散り、冷え固まったものをソルダボール(はんだボール)と呼びます。名前のとおりボール状になり、通常は基板から剥がれるので不良になりません。しかし、ICなどのリードの隙間にはさまるとショートの原因になるので注意が必要です。発生原因は、コテを引き抜くスピードが早すぎる、フラックスやガスの問題などが考えられます。
断線・ショート
はんだ不備による断線、不要なはんだによるショートなどが発生し、パターン設計通りに再現されていない状態です。そのほかにも断線・ショートの要因が複数ありますので、製造後に導通検査を行うことが最も有効な対策です。また、製造時にかろうじて導通しているというケースもあるので注意が必要です。
濡れ不良
はんだ付けは、毛細血管現象と濡れ現象を利用して接合しています。「濡れ」とは、はんだの馴染みやすさで、この性質を「濡れ性」と表現します。使用するはんだの性質にもよりますが、はんだ付けを行う場所の油脂汚れ、はんだづけの温度不足、フラックス量不足などでも濡れ不良が発生します。
はんだ不足
送るはんだの量が少ない場合に起こる不良が「はんだ不足」です。ランドやリードが汚れているときにも発生します。
部品立ち・チップ立ち(ツームストーン・マンハッタン現象)
ICなどを接合する際に片側のはんだ付けに不良があり、剥がれて部品が立ち上がってしまうことを「部品立ち・チップ立ち」と言います。要因は、印刷ズレや実装ズレ、パッド設計の問題、はんだ過多などが考えられます。部品立ち・はんだ立ちを防ぐには、ランド寸法を小さくする、予熱をする、ソルダペースト塗布量を少なくするなどが考えられます。
ブリッジ(ブリッジはんだ)・つらら(ツノ)
ICなどのピンの間ではんだが橋のようにつながる状態を「ブリッジ(ブリッジはんだ)」と呼び、ブリッジのように完全にはつながらずにはんだが角状に飛び出した状態を「つらら(ツノ)」と呼びます。原因は、はんだ付けの温度が低い、時間が短い、濡れ不足、フラックスの問題などが考えられます。いずれもショートの原因になります。
マイクロクラック(傷・亀裂)
製造工程の粗研磨(ラッピング)や搬送の振動などでできる、従来の外観検査では発見しにくい超微細な亀裂を「マイクロクラック」と呼びます。
未実装(実装確認)
未実装(実装確認)は、基板実装の外観検査の基本です。正しい位置に正しい電子部品が実装されているか、また実装漏れがないか検査します。マウント工程での載せ忘れ、ソルダペーストの転写漏れによる未接合、部品供給不備、マウント工程後の脱落などの発生要因が考えられます。























