溶接の原理
融接、圧接、ろう接の接合原理を、アーク溶接・抵抗スポット溶接・ろう付けを例に説明します。
融接
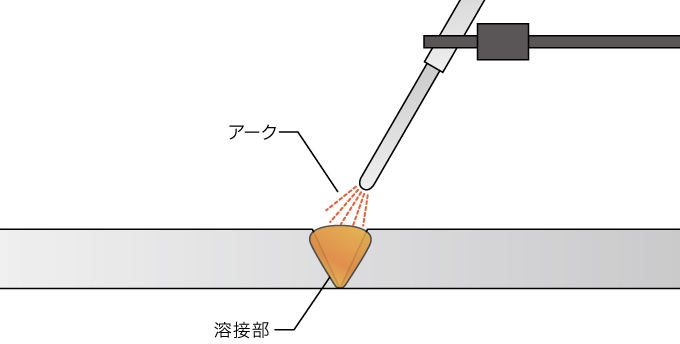
溶接の中で、最も一般的な方法が「融接」です。
融接では、母材と溶加材、またはどちらか一方を溶かして溶接します。
融接の中でも代表的なものが「アーク溶接」です。アーク溶接やレーザー溶接といった融接法は、ロボットアームでの自動溶接にも多用されています。自動車のような複雑な組み立てラインの場合は、工程の特性や条件によって、ロボットでの溶接と人による溶接が使い分けられています。
- アーク溶接

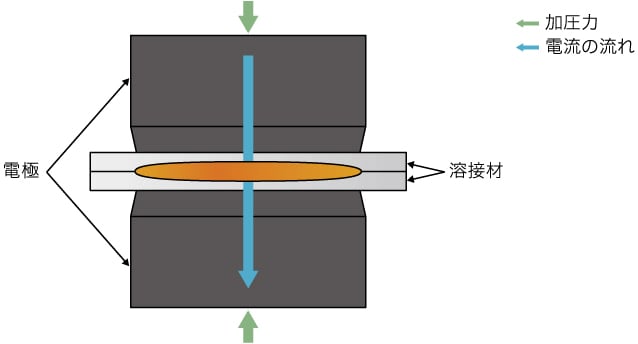
圧接
物質に一定の力を加えて変形させた場合、力を加えることを止めても、変形したままになる性質(塑性:そせい)を利用した「摩擦圧接法」、母材どうしを圧密着させガスで加熱して接合する「ガス圧接法」、接合する2枚の母材を重ね合わせて通電し、抵抗による発熱を熱源として接合する「抵抗スポット溶接」があります。
また、「摩擦圧接法」や「抵抗スポット溶接」といった圧接法は、自動化・無人化が可能であることから、FA(ファクトリオートメンション)の現場において自動圧接機が広く用いられています。
- 抵抗スポット溶接
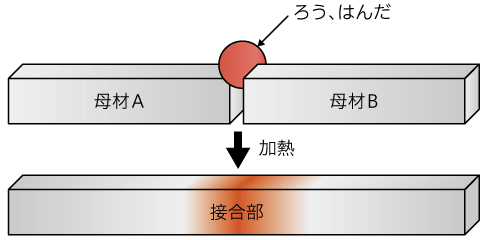
ろう接
母材より溶ける温度(融点)が低い溶加材(ろう材)を使用し、接合する方法です。母材を溶かさず接合させると同時に、母材との良好な接合状態を得るために、ろう材にはフラックスが配合されています。
ろう材は、溶ける温度が母材より低いだけでなく、溶けたろう材の原子が母材の原子と結合するという親和性に優れていなければなりません。
ろう材には、「アルミろう」「銀ろう」「リン銅ろう」「黄銅ろう」などがあり、接合する素材によって使い分けられます。また、亜鉛、鉛、スズあるいはスズ鉛合金など、ろう材の融点が低い「軟ろう」が、通称「はんだ」と呼ばれているものです。
ろう接は、手軽に金属を接合できることから、古くから日用品、美術工芸品、歯科用関係で用いられてきました。また、ろう材の導電性を活かした電子回路などの「はんだ付け」は、家電製品から航空機、原子力工業、化学機器に至るまで広く活用されています。