レーザー光の品質
小さなスポットと深い溶け込みが要求されるレーザー溶接では、拡散が少なく高輝度のレーザー光が高品質とされます。
レーザー光の品質はビームの収束性とレーザーの輝度で調整しますが、レーザー溶接に使用するレーザー光は肉眼では見えないため、専用のレーザー計測器など測定装置でレーザーを可視化して品質を管理します。
ビームの収束性
レーザー光の品質は、主に
- 波長
- エネルギー密度またはパワー密度
によって決まります。これらには、ビームの収束性が大きく影響し、
- ビームパラメータ積(BPP:Beam Parameter Product)
- レーザーの輝度
で管理することができます。
ビームパラメータ積(BPP:Beam Parameter Products)
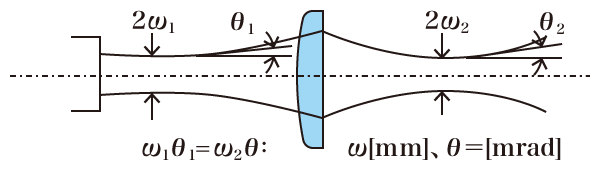
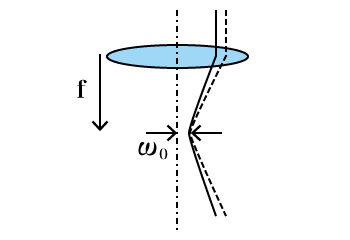
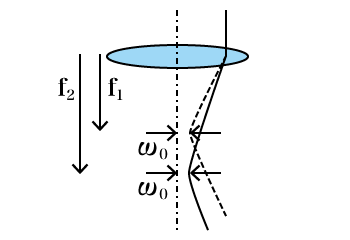
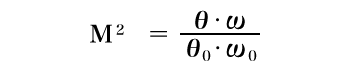
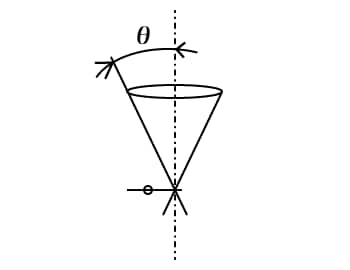
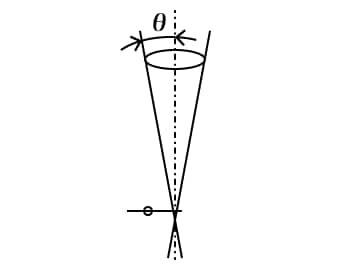
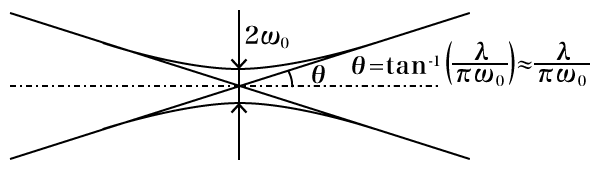
「ビームパラメータ積(BPP)」は、レーザー光の広がりと収束にレンズが与える影響を定義した値です。ビームウェストの半径ω0とビームの発散角の半値全幅θの積で表すことができ、集光レンズで収束した場合スポット径とレンズの集光点以降の広がり角の間には、以下の関係があります。


ここでM2はビームの品質を表す値であり、単位は [mm mrad]です。
このことから、ビームウエストと収束角を小さくして、BPPの値を小さくした方が深い溶け込みと速い加工が可能になることがわかります。
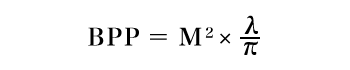
溶接を含むレーザー加工では、ビームの品質を表すパラメータとして「M2」を用いることが多く、たとえばファイバレーザーでは、ビームの品質をM2の値で表すことが一般的です。波長がλのとき、M2とBPPの関係は以下の式で表すことができます。

レーザーの輝度
「レーザーの輝度」は、レーザーの出力を収束性で割ったものです。収束性はスポット面積にビームの立体角を掛けた値です。よって、出力が高く収束性が高いほど輝度は高くなります。

- B:レーザーの輝度(kW/mm2 × sr)
- πωo2:スポット面積
- πθ2:ビームの立体角
- 輝度=出力/収束性
- 収束性(Ω)=スポット面積(πωo2) × ビームの立体角(πθ2)
コラム:レーザー光ではんだ付け(光ビームはんだ付け)
広い範囲で出力制御が可能なレーザー光は、はんだ付けの分野でも利用されています。プリント基板実装や電子部品は、ディップはんだ付けやリフローはんだ付けで接合します。しかし、ディップはんだ付けやリフローはんだ付けでは、はんだ付け時に部品が高温になるため、熱に弱い部品は破損する恐れがあります。
光ビームはんだ付けなら、小さなスポットに必要なだけの熱を加えることができるため、熱に弱い部品でもはんだ付けを行うことができます。また、光ビームはんだ付けは自動化にも対応できます。これは出力の制御範囲が広く容易であるというレーザー技術が可能にした接合法といえます。






















