溶接品質を損なう表面欠陥
溶接工程は、適切な溶接設計に基づき、図面通りに接合することが原則となりますが、溶接部の外観や強度といった「溶接品質」を担保することが必須となります。ここでは、溶接品質を損なう代表的な表面欠陥をご紹介します。
なお、「溶接部外観検査基準(JASS 6-20011)」では、それぞれの表面欠陥に対する管理許容差や限界許容差が詳細に定義されており、欠陥に該当するか否かの判断には精度の高い検査が求められます。
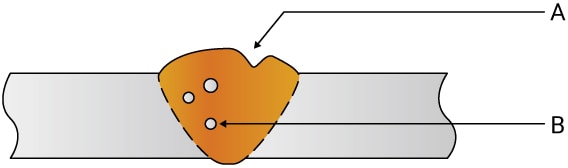
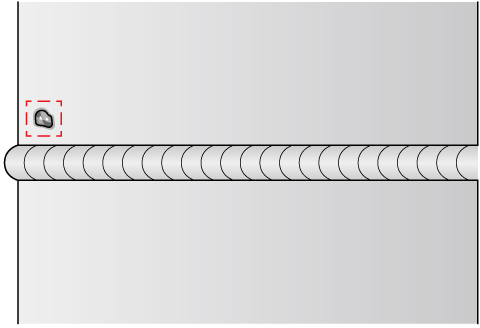
ピット
溶接金属内部に発生したガス孔が、ビード表面に放出されたときに穴となって固まった表面欠陥を「ピット(開口欠陥)」と呼びます。一方、ビード内部のガス孔は、「ブローホール」と呼ばれる内部欠陥です。ともに発生原因として、シールドガスの不良や脱酸材の不足、母材開先面の油分や錆、メッキなどの表面付着材、材料中の水分などが挙げられます。
- ピット
- ブローホール

アンダーカット
アンダーカットは「母材または既溶接の上に溶接して生じた止端の溝」とJISで定義されています。一般的に溶接電流や溶接速度が過剰に高いことが発生原因となります。また、ウィービングの幅が大きすぎても、アンダーカット発生の原因になるため注意を要します。

- アンダーカット
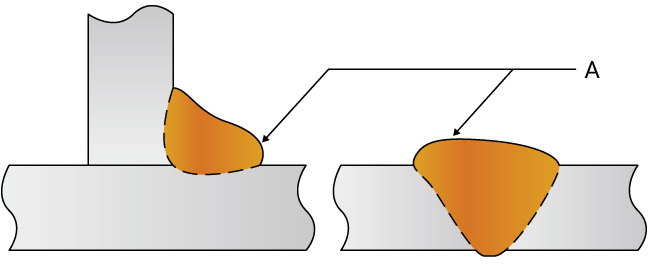
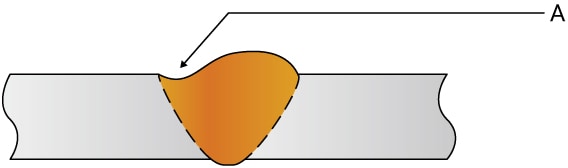
オーバーラップ
母材表面にあふれ出た溶融金属が、母材を溶融しないまま冷えると発生します。一般的に、溶接速度が低いため、溶着金属量が過剰になり発生します。また、すみ肉溶接で発生する場合は、過剰な溶融金属が重力で垂れ下がり発生します。溶接条件の見直し(溶接速度を高くする、溶接電流を減らすなど)による対策が必要です。
- オーバーラップ
割れ(表面)
溶接直後の高温状態で溶接部に発生するひび割れのことです。「凝固割れ」「液化割れ」に大別され、凝固割れは凝固時に発生する割れで、液化割れは多層溶接時に前の溶接層が次の溶接により溶けて発生する割れです。また、発生位置や形状によって、「縦割れ」「止端割れ」「横割れ」「クレーター割れ」などに分類されます。

- 縦割れ
- 止端割れ
- 横割れ
- クレーター割れ
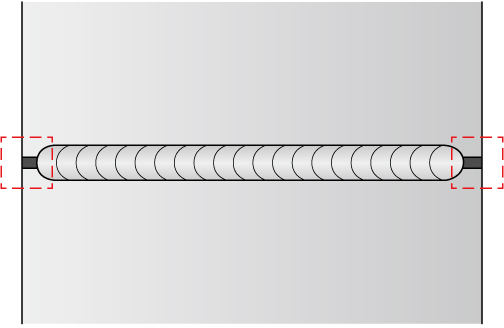
アークストライク
「母材の上に瞬間的にアークを飛ばし、直ちに切ること。またはそれによって起こる欠陥」とJISで定義されています。つまりアーク溶接において、アークの発生不良の跡がその後の溶接で溶かされず、母材に残ったものです。アークストライクは、母材の割れの原因となる危険性があります。
また、大粒のスパッタが付着し跡が残った場合にも、同様の欠陥が発生することがあります。
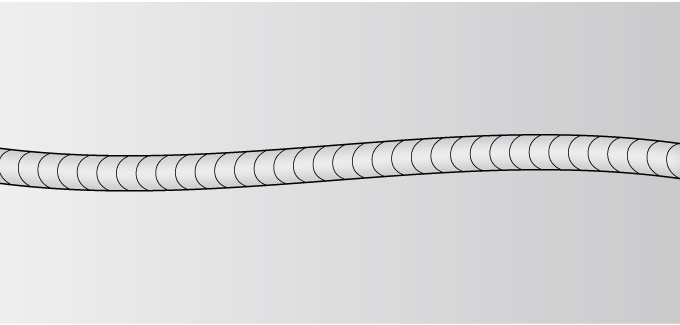
ビード蛇行(ビード曲がり、ビードずれ)
ビードが蛇行することで、溶接線からずれてしまう欠陥です。原因としては、自動供給する溶接ワイヤの曲がりや線ぐせの矯正不良、溶接線と線ぐせの方向が直交しているケースが考えられます。また、ワイヤ供給速度と溶接電流の設定値が対応していない場合にも発生することがあります。